|
4.2.3 full arterial protection
4.2.4 large bearing protection 1 high
temperature alarm
4.2.5 large bearing protection 2 insufficient
oil supply alarm
4.2.6 threading mode: wiring inside the
cylinder
4.2.7 form of tension mechanical friction
tension
4.2.8 installation mode: end shaft type,
clamping and loosening the wire coil by electric wrench, internal mechanical
locking, safe and stable, not easy to throw out the outlet plate, and
convenient to load and unload the wire coil. The wire reel is lifted into the
cradle with the aid of the aerial vehicle in the workshop.
4.2.9 form of tension in cradle: mechanical
friction tension is adopted, and the tension is manually adjusted.
4.2.10 the pay off frame is in the form of
integral bending and welding. After NC cutting and bending of raw materials,
the integral assembly welding is carried out, and then the internal stress is
eliminated through annealing treatment, and the overall mechanical strength
is enhanced. It is made of high precision, high mechanical strength and
durability.
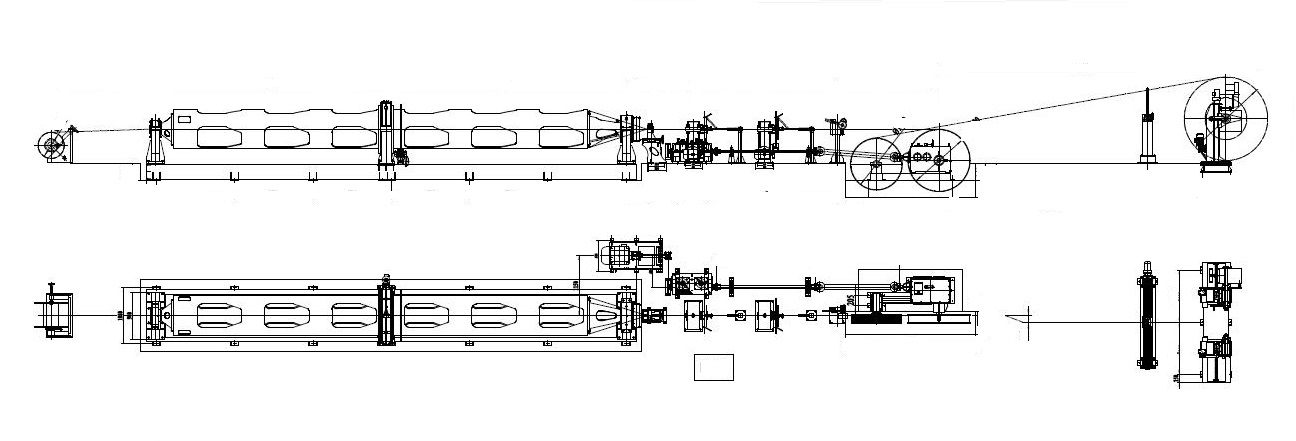
4.2.11 the cylinder body adopts 3 + 3
two-stage, whole pipe bearing structure, double row roller self-aligning
bearing support is used in the support frame of pay off inlet and outlet end;
two groups of large bearing support are used in the middle; oil pump motor is
used for oil supply, thin oil lubrication, labyrinth seal, with dual
functions of lubrication and cooling, oil storage in bearing seat chamber, no
need for single oil tank, small floor area and clean working condition.
4.2.12 the base of the main engine is an
integral welded part with one-stage structure. The plane is processed by
large-scale machine tool to improve the overall stability.
4.2.13 the double automatic shutdown
protection function of "high temperature early warning and flow early
warning" is added to the large bearing group to avoid damage to other
hardware caused by operation in bad condition and get timely maintenance.
4.2.14 the cylinder body is made of thick
walled steel pipe. Annealing treatment is conducted before processing to
eliminate internal stress, and dynamic balance correction is conducted after
overall processing.
4.2.15 main engine braking: butterfly type
pneumatic braking device is adopted to ensure safe and reliable braking.
4.2.16 the main engine adopts internal wiring
mode, equipped with multiple wear-resistant thread nozzles or guide wheels
and guide roller groups, so as to make the wiring more smooth, no bending, no
scratch and no groove jumping.
4.2.17 the rear support seat of the main
engine, the large bearing pedestal at the middle and outlet end are all made
of gray iron castings with EPC process, which can fully absorb vibration,
reduce noise and have a beautiful appearance.
4.2.18 the new type of front drive is adopted
for the main engine, and the cylinder body does not bear torque, so as to
fully avoid cylinder cracking. Toothed belt transmission can effectively
avoid loss of rotation and ensure stable and even pitch.
4.2.19 the protective cover of the main engine
adopts the push-pull structure, and the far-infrared personnel close to the parking
protection is set at the operation side of the main engine to improve the
safety level of the equipment operation.
4.2.20 the front end of the whole machine is
equipped with 6 pre deformers and pre twisted pitch.
4.2.21 it is equipped with automatic pulse
type wire breaking stop protection device, which can stop and brake in time
after the broken wire and wire are used
|
 Ningbo Capstian Technology Co.,Ltd.
Ningbo Capstian Technology Co.,Ltd.